ACTIVE MAGNETIC BEARING RETROFITS
TURBOEXPANDER MAGnetic BEARING RETROFITS CAN BOOST PRODUCTION,
EXTEND LIFE AND REDUCE VIBRATION
By Richard Jayawant & Houman Shokraneh

 system")
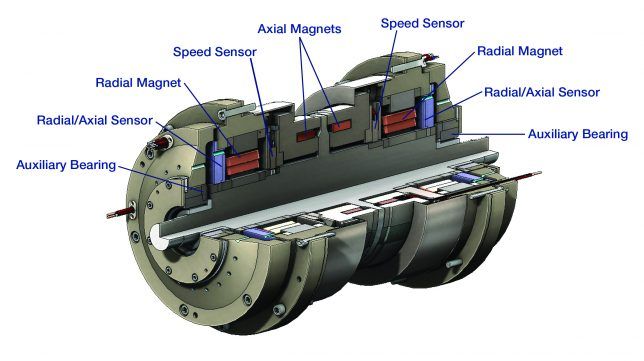
Schematic of a typical turboexpander active magnetic bearing (AMB) system[/caption]
Richard Jayawant & Houman Shokraneh
In today’s competitive gas and power generation markets where turbo-expander environments are becoming progressively more demanding, an upgrade of existing active magnetic bearing (AMB) systems may be the answer to achieving production goals.
This can resolve issues related to equipment performance, such as trips due to aerodynamic loading; corrosion, erosion or fouling of components; and subsynchronous vibrations caused by rotordynamic instability. It can also address components nearing obsolescence, overcome limitations of analog controllers, and provide remote connectivity for increased availability and reduced mean time to repair (MTTR).
As with any bearing retrofit, the ideal solution provides the greatest improvement in performance and efficiency with the fewest machine changes and lowest total cost. For magnetic bearing upgrades, two scenarios are possible: a controller upgrade that maintains all of the original hardware and sensors, or an upgrade of the controller and the AMB mechanical components. Both options have been tested and qualified for the improved performance and robustness of turboexpanders.
Hydrocarbon processing
A turboexpander in hydrocarbon processing service with a 113.2 kg rotor was experiencing instability when operating at high gas densities. Destabilizing negative stiffness and cross-coupled stiffness effects were being created in the impellers and their associated labyrinth seals.
As the machine was run up in speed, the forward tilt mode of vibration would destabilize at about 75% of the maximum continuous operating speed (MCOS). The resulting trips reduced availability.
The implementation of a new controller increased the rotordynamic stability margins of the machine. The controller’s advanced control law enabled a higher low-frequency stiffness, while maintaining adequate stiffness and damping at high frequencies. Consequently, the machine could withstand destabilizing aerodynamic effects. As the new controller is operated with the existing AMB hardware, pressure penetrators and cabling, controller replacement does not require any changes to the mechanical parts of the system and can sometimes be implemented on-site.
Several constraints are imposed, however, on the controller. Since the existing cable structure, position sensors and windings will all be retained, the drive voltage and current must be consistent with the original drive electronics to ensure the sensor and magnet windings are not damaged and the sensors are not saturated. The sensor drive must also be sufficient to ensure a strong return signal. To demodulate the position sensor outputs into a noise-free signal which can be used internally by the upgraded controller, the signal range of the controller position input channels must be consistent with the existing position sensors.
Likewise, to demodulate the output of the existing passive speed sensors, the signal range of the controller speed sensor input channels must be consistent with the existing speed sensors across the entire speed range. While the signal range of the speed sensors must remain the same, however, the usable speed range of the existing speed sensors may be increased with the new controller. Finally, to provide sufficient magnet drive to ensure full static and dynamic load capacity of the bearings, the upgraded controller’s sampling, current slew rate (the rate of change of current per unit of time), amplifier bandwidth and peak current capabilities must be at least as good as the original controller.
For the upgrade of the turboexpander in hydrocarbon processing service, a high-power Zephyr controller with a peak axial magnet drive of 60A and peak radial magnet drive of 30A, on a PWM switching amplifier, replaced the original digital controller. The controller’s DC link voltage was 390V. Also integrated into the controller was the drive for the inductive sensor, running at 22.5 KHz.
For testing, the flange-to-flange turboexpander unit was built into a basic test circuit and commissioning of the AMB system was undertaken. With the high-power controller, the turboexpander was successfully run to full speed during the test. No trim balancing was required.
While the full gas densities at which field problems had occurred were not possible due to limitations of the simulated air test, AMB transfer functions were recorded at zero speed and during rotation. These results and the observed vibration behavior correlated with rotordynamic modelling without the seal effects confirming the validity of the modelling for the prediction of rotor behavior with the aerodynamic effects applied.
An analysis of the original configuration identified the aerodynamic and seal coefficients necessary to induce the instability observed in the field. When these coefficients were applied to the rotordynamic model of the original AMB controller, the result at MCOS was an unstable forward conical mode.
With the same coefficients applied, the upgraded controller’s Multi-Coordinate Control (MCC) algorithm, Multiple Input, Multiple Output (MIMO) design and higher order transfer function matrix capability provided greater stability and better rotordynamic performance.
Expanding a retrofit to include the mechanical components as well as the controller allows optimization of the bearing windings to make full use of the controller’s power-amplifier capabilities. Retrofitting with specialty hardware, such as sealed or canned stators and sensors and corrosion-resistant auxiliary bearings, can increase the robustness of the AMB system. The replaced hardware typically includes magnets, position sensors, speed sensors, and auxiliary bearings, thus eliminating any controller design restrictions. New constraints are introduced, however, to the AMB stator hardware. The stators must fit within the same envelope as the existing bearings, work with the existing pressure penetrator and cable structure, and work with the existing hardware.
The stator parts replaced on the turboexpander under discussion included AMBs and auxiliary bearings for two radial bearings and one thrust bearing. The bearing envelopes were consistent with the original hardware, maintaining a radial bearing diameter of 150 mm, radial bearing length of 66 mm, and axial bearing disk diameter of 380 mm. The system was successfully run to close to full speed though not with full density gas. The correlation of the transfer function measurements and the vibration response plots from the test with rotordynamic modelling established confidence in the model.
With the aerodynamic and seal effects added to the model, predictions for the performance of the machine with full density gas were similar to the results with only the controller upgraded. The system demonstrated stability and robust rotordynamic performance permitting full-speed operation.
End users must evaluate application needs to determine the type of AMB upgrade to pursue. A key factor is the operational demand on the turboexpander. If it cannot be taken out of service and shipped off-site, this precludes replacement of mechanical hardware unless a spare is available. A controller-only exchange can typically be conducted on-site, although careful consideration must be given to the commissioning, particularly around start-up.
A controller-only upgrade has various benefits: It can improve stability through the use of a state-of-the-art control algorithm; it enables modern data capture and monitoring capabilities; and it adds network-based maintenance support using remote connectivity.
Web services
If enhanced web data interfaces are to be used in addition to conventional interfaces, consideration should be given to the impact on the data historian system and distributed control system (DCS). If remote connectivity is to be added, suitable third-party access agreements should be put in place and compliance with the end user’s data security protocols verified.
For increased robustness of mechanical components, or if the mechanical hardware is no longer fit for service, hardware must be included in the retrofit. To determine the correct solution, a complete analysis of the chemical composition of the process gas would be performed. If there is deterioration of hardware due to chemical action of the process gas, the use of sealed or canned magnetic bearing technology may be advisable.
If the AMB upgrade is primarily about life extension or obsolescence management, replacement of the hardware and the controller will give maximum service life. Replacement of mechanical components is also required for increased load capacity.
Authors: Richard Jayawant is Product Manager for Waukesha Magnetic Bearings. Waukesha Magnetic Bearings custom engineers magnetic bearing systems, including hardware and controllers, for turboexpanders and other high-performing rotating equipment. For more information, visit
www.waukeshabearings.com.
Houman Shokraneh, PhD, is Director of Engineering for L.A. Turbine, a turbo-expander designer, manufacturer and aftermarket service provider. For more information about L.A. Turbine, visit
www.laturbine.com.







