CLAMPED SHAFT-END CONNECTIONS
AN ALTERNATIVE TO TRADITIONAL INTERFERENCE FIT HUB, KEYED HUB, THREADED SHAFT OR OTHER SHAFT-END CONNECTIONS
By PAT MCCORMACK
Traditional shaft-end connections are tapered shafts that use an interference fit to transmit torque. This is accomplished by installing a hub with the exact same taper to a precise distance up the shaft beyond its initial contact position. Typically, it is done using hydraulic pressure to dilate the hub with another hydraulic source supplying a lower pressure to a pusher tool. The pusher tool advances the hub up the shaft to a precise location to give an interference fit capable of transmitting the required torque. If this approach is not used, heat is usually the alternative approach to installation onto a tapered shaft. This process uses high temperatures to expand the hub and allow it to be positioned. Alternatively, a keyed hub, straight bore or threaded bore are methods used in shaft-end connections.
There are drawbacks and limitations to these traditional shaft-end connections:
• Scoring of the shaft and hub bore on installation and removal
• Need for ring and plug gages to make the hub and shaft have a precision matched fit
• Inaccurate positioning of the hub onto the shaft altering the torque transmission capability
• Need for extra tools, such as hydraulic pusher and dual pump kit
• Danger of using heat and the handling of hot parts
• Limitation of the amount of interference fit that is possible without cutting the hub off when removing
• Balancing problems on a keyed hub
• Traditional shaft-end connections may not be able to handle increased power produced from a rerate.
The clamped shaft-end connection is an emerging approach that is gaining in popularity. This technology has been discussed by the API 671 Task Force; a section addressing clamped shaft-end connections will be in the 5th edition. It works by applying a clamping force to the outside diameter of the hub, squeezing the hub onto the shaft.


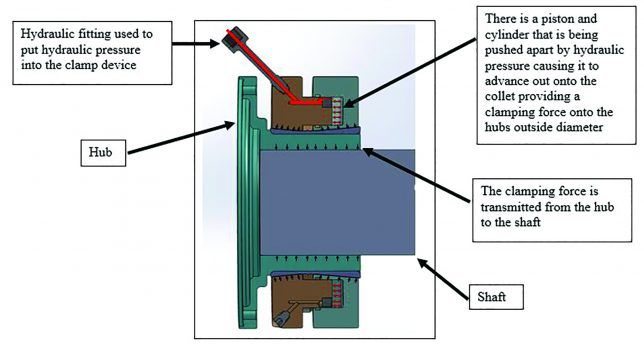
Figure 1: A simple hydraulic version of a clamped shaft-end connection
A couple of different designs are already available on the market (Figure 1). A hydraulic version uses mechanical devices to maintain clamping force. It is hydraulically activated and mechanically locked in place. There are all-mechanical versions, as well. Retrofitting can be done on tapered and keyed shafts.
An advantage is that it eliminates keys, splines and tapered shaft-ends. Keys and splines produce stress concentration in machine shafts. Tapered shaft-ends and hub bores can be expensive to produce and require special tooling.
Clamped shaft-end connections allow designs using straight, cylindrical, slip fit surfaces. Additionally, a high squeeze capacity translates into smaller shafting and bearing requirements. Further benefits include elimination of potential shaft damage, a reduction of overhung moment and keyless connectivity. On traditional shaft-end connections, high interference fits require the hub to be cut off or dragged off with a puller tool. This can cause damage. However, a large clamping force can be applied to the shaft without causing any harm.
Rotor dynamics
In high power density applications, total overhung moment impacts rotor dynamics. A clamped shaft-end connection allows for designs with smaller shafts and shorter interfaces. These factors translate into reduced overhung moment. This approach provides high integrity keyless fit joints using slip-fit designs.
Maximum axial positioning can be done, eliminating the need for shimming. No heat is used at assembly, and no keys, splines or tapered shafts are required. Ring and plug gages are unnecessary.
Author: Pat McCormack, Director of Business Development at Riverhawk Company. For more information visit, www.riverhawk.com, call 315/768-4855 ext. 144 or email pat.mccormack@riverhawk.com







