ENSURING CRITICAL MACHINERY EXCELLENCE
BEFORE:NOT AFTER: THE PURCHASE PHASE


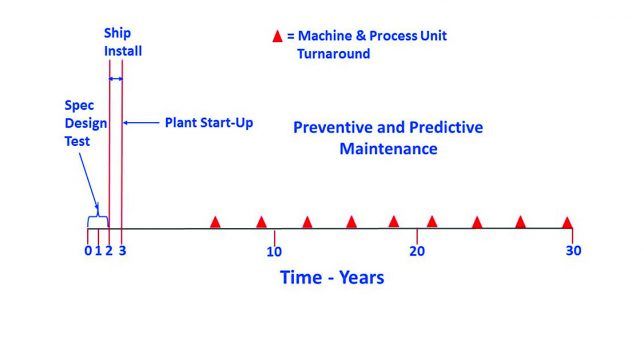
Figure 1: Machinery Life Cycle: A short time specifying, purchasing, designing and testing directly influences reliability, revenue, maintenance activities and turnarounds[/caption]
By MICHAEL S. FORSTHOFFER & WILLIAM E. FORSTHOFFER
Before, not after, begins with the cost effective critical machinery purchase or machinery rerate phase. The end user must be proactive in all phases of machinery purchase, design and condition monitoring to achieve optimum results. The purchase phase is the most important as it sets the foundation for the highest level of safety, reliability and revenue. Any omission of key reliability factors from plant, company or industry lessons learned influences the safety, reliability and revenue for the life of the process unit in which the machine is installed. It is vital to input all lessons learned and key reliability factors before finalizing the project budget estimate.
Based on experience, incorporating machinery best practices never increases machinery cost more than 10%. This preinvestment will raise plant and company revenue and profit over the life of the machinery (Figure 1).
To assure that lessons learned are incorporated into the machinery scope, It is essential to establish project management team (PMT) trust, communication and support in the early part of the project. Once PMT support for and incorporation of lessons learned and best practices are included in the project machinery specifications and data sheets, the project schedule must be considered. An effective preferred vendor screening procedure will assure that the machinery selection phase is short and effective by minimizing the number of vendors solicited that can meet the machinery specifications with a minimum of exceptions.
When performing the vendor screening procedure, be sure to do so for all the components in the critical equipment train. This includes the driver, the driven compressor or pump, the gears, clutches, couplings and auxiliary systems. As mentioned above, it is essential to incorporate all lessons learned and best practices and any special project scope requirements at the earliest phase in the project. The most effective way to do so is to use an effective data sheet approach.
One strategy to shorten the time required for machinery selection is to use established industry specifications (API or ANSI), include industry data sheets that outline all details of scope of supply, attach a best practice list applicable for the specific project only, and note in the cover letter to the specification package that strict compliance with all requirements is mandatory.
Once vendors, machinery specifications and data sheets are prepared, be sure to carefully state instructions in the Invitation to Bid (ITD) document since it should be the only communication sent to quoting vendors prior to discussions. Pre-bid Meetings Without a doubt, the most important component in assuring machinery excellence is to require pre-bid meetings. These meetings assure that all technical details are discussed with experienced vendor in-house engineers before a price is quoted. Meetings are held separately with each quoting vendor (usually not more than three vendors selected from pre-screening to assure that scope, design experience and exceptions will be similar for each vendor). If one of the vendors cannot meet these requirements, they should be respectfully asked not to quote on this project but will be considered for all future projects where they have the required experience.Vendors appreciate this action since it saves considerable time and money.
A typical pre-bid agenda for a critical compressor, gear, steam turbine train incorporates many factors. This includes: A compressor experience review; casing experience and a review of the compressor layout drawing; impeller experience (flow and head coefficient); individual impeller curve (location of rated point to impeller best efficiency point); impeller stress; rotor response; stability analysis (if applicable); bearings — surface speed, load and experience; thrust balance; seals — surface speed, balance forces and experience; and surge control and process control system. In addition, conduct a thorough steam turbine or motor experience review (turbine casing experience, review of layout drawing, stage nozzle and blade experience, blade attachment method, blade stresses, Campbell and Goodman diagram reviews, rotor response, bearings, thrust balance, shaft seals, transient torsional response experience review, and control and protection system). Gear experience, if applicable, should also be considered, as well as auxiliary system experience (lube, dry gas seal and control oil system).
Authors: Michael S. Forsthoffer is President of Forsthoffer Associates Inc. (FAI). FAI has been providing machinery consulting to the global oil, gas and chemical industry since 1990. William E. Forsthoffer is CEO of FAI. Further details on best practices pertaining to this article can be provided free of charge. For more information visit www.forsthofferassociates.com or contact michael@forsthofferassociates.com







