'Printing out of the box' to reduce downtime for gas turbines


The modern gas turbine is a complicated and expensive asset. So, keeping the turbines running is a prime concern for operators. Aside from any unexpected breakdowns, these turbines need to be regularly maintained. Although modern predictive maintenance strategies can maximize running time and reduce the interval between services, some disruption is unavoidable.
When repair or maintenance is necessary, reducing downtime to a minimum is the overriding factor, particularly when considering the cost to the operator of an idle turbine. And if a part needs repairing, the traditional strategy is to ship it back to a factory but as a turbine can weigh hundreds of tons that can be a challenging logistical operation.
Taking the factory to the customer
Siemens Energy recently began its Onsite Specialty Services that includes welding and coating technologies and CNC and robotic on-site machining. The company's additive manufacturing capabilities comprise mechanized cladding, micro laser welding, cold spray silver coating and laser metal deposition.
In laser deposition welding, layers of metallic powder or wire can be applied to any component. Compared to other welding processes, the quality and precision of the layers are particularly high. Even materials that usually cannot be welded can also be processed. This technology is being used for corrosion and wear protection or for the repair of components by rebuilding the structures.
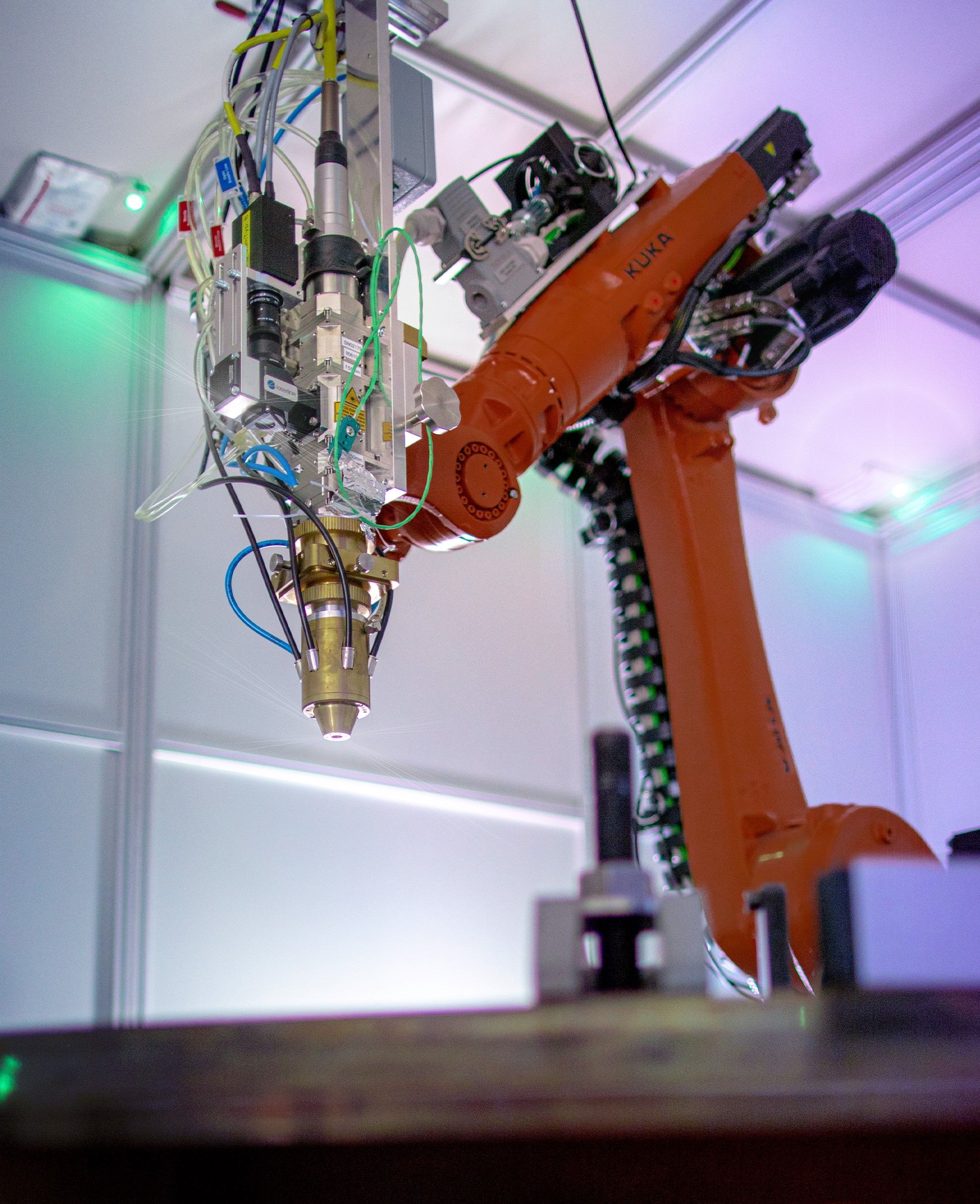
Alongside traditional welding technology, Siemens uses mobile robotics systems for additive refurbishment options, which allows both small and large components to be repaired on site, hence the phrase "3D printing out of the box." This system comprises a Kuka robot, a 4-kW powder laser, a turntable, and a control system. This cell is transported to the site, assembled along with mobile laser walls and, if required a roof, calibrated and is ready to start work within hours.
Improving the speed of deposition
The laser can apply approximately 2.5 to 3 kilograms of metal powder in an hour, more than ten times the speed of the manual TIG welding process where the deposition rate is around 200 grams. The laser has the accuracy to cope with nearly all geometries.
Standard manufacturing systems cannot be shipped around the world. The cell needed to be designed from the ground up with considerations for mobility and operating conditions.
Aside from traditional welding, Siemens also performs mechanized cladding using an in-situ coating enabling the application to silver, nickel, aluminum or some other materials onto metallic particles to do refurbishment on site. The cold spray service, for example, can be applied to copper onto copper surfaces without any heat input.
Saving cost and time
Lead times can be cut and costs for parts reduced. Siemens recently took the mobile installation to Turkey, together with our on-site machining team, to carry out refurbishment for gas turbine components. We restored and refurbished parts for the turbine Pre Swirler where increased wear was detected on the downstream axial face units during scheduled and unscheduled outages.
The component needed to be exchanged or repaired ahead of its expected life as any misdirected cooling air could cause insufficient cooling of rotating blades and performance loss. The challenge for this weld repair was the requirement for no distortion allied with the material combination. We were able to optimize the mechanical properties of the weld material in relation to the base material and we expect a better resistance against wear. This refurbishment was completed in under a week, considerably quicker than if the part needed to be sent back to the factory. The total repair cost was much less than a new component.
When it comes to the time saved by refurbishment on site, it is difficult to quantify as there are so many variables and as this is a new service our experience is limited. The downtime is also in total correlation with the availability of the part. If the spare part were in stock and could be sent directly to the customer’s site, then the downtime would be similar. However, if the particular spare part is unavailable, the lead time could be several months.
Looking for improved material performance
Another advantage is that any refurbishment can enhance the performance of the parts, optimizing its performance for the next 50,000 hours of operation. Higher alloy materials can be used that have better resistance to erosion and oxidation. There is a wide variety of alloys. Siemens usually take nickel- or Inconel-based materials, but their choice of alloys is open and is based on the engineering, operational, or design requirements of the components.
The technology is a net shape refurbishment process that allows coating for any shape. At present we have qualified several components, but we are in the process of qualifying more and more components including the complete rotor assembly. The optimum components for this technology are the large, high-value parts that are not easily transported to a factory.
The company's greatest limitation is the robot itself. If the component is too large for the current installation, Siemens will employ a larger robot. The size and shape of the component is virtually unlimited.
Further qualification to increase offering
The current focus is on qualification for other turbine components with the process for the rotor, a high-level piece of rotating equipment, ongoing. Further down the road there are plans to qualify further turbine components such as casings, spindles, cones, and feeds. All burning processes are qualified according to requirements which sometimes involves a third party.
What is clear is that laser deposition welding has a great future, especially for the maintenance and repair of large and complex turbine components. And one day it may lead to building or ‘printing’ large parts completely generatively. But for now, the ability to deliver this service on site is helping customers reduce downtime and extract maximum revenue.
- Mirko Dusel, Head of Service Generation at Siemens Energy














Fuel Flexibility in Heavy-Duty Gas Turbines: A Key Driver for Energy Transition
March 13th 2025From Hydrogen to HVO, Mr. Federico Bonzani, Chief Technology Officer of Ansaldo Energia, describes the fuel flexibility state-of-the-art solutions of the Company to meet the actual and future needs of power generation industry.



