Vibration Analysis of Large Rotating Machinery
WHEN USED TOGETHER, SHAFT ORBIT AND CENTERLINE ANALYSIS CAN PINPOINT THE ROOT CAUSE OF MALFUNCTIONS
For vibration analysis of large rotating machinery, shaft orbit and centerline analysis are useful diagnostic techniques for the specialist’s toolbox. Especially when used together, they can yield diagnostic information for evaluating machinery condition and pinpointing the root cause of malfunctions.
Shaft orbit and centerline analysis apply to equipment such as turbines, generators, motors, pumps, compressors and fans with fluid-film radial bearings. By design, radial bearings allow for a nominal amount of shaft movement within the bearing clearance.


Figure 1:Typical X-Y probe configuration
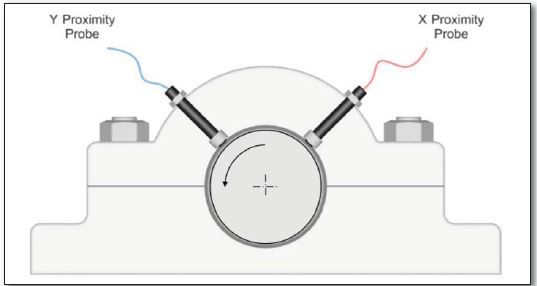
Shaft vibration measurements relative to the bearing are made possible by pairs of radial- mounted, non-contact proximity transducers installed in an X-Y configuration 90 degrees apart at each bearing location (Figure 1). Because the frequency range of proximity transducers starts at DC (0 Hz), the information from each X-Y probe pair enables two-dimensional views of shaft dynamic motion and average position within the bearing clearance.
The shaft orbit presentation is constructed by plotting the AC vibration signals from each probe pair together in X-Y format. The resulting graph in displacement units represents the dynamic deflection of the vibrating shaft within the bearing. One way to conceptualize how a shaft orbit develops is to first consider a shaft rotating at low speeds with little dynamic motion.
At low speeds, the resulting orbit presentation will not be much more than a dot on the graph, assuming that the shaft is straight and there is little noise in the signal from scratches or other surface irregularities.


Figure 2: Successive orbits at increasing speeds during machine startup
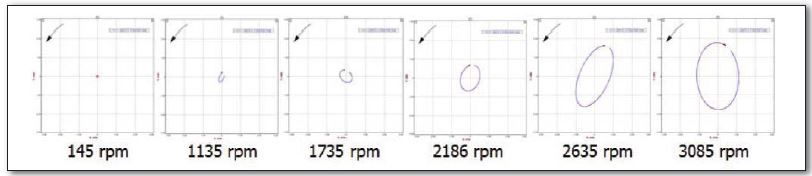
Then, consider the same rotating shaft with the introduction of increased unbalance force at higher speeds. The shaft will now begin to exhibit dynamic response as a result of the unbalance force. Because unbalance is an outward force that is also rotating at the rpm of the machine, shaft deflection will tend to follow a circular path at a frequency equal to running speed (Figure 2).
Most shaft orbits are slightly elliptical due to the net effect of steady state side loads, or preloads, acting on the shaft. Examples include reaction from discharge flow on a pump, partial arc admission of steam into a turbine, and gravity on a horizontal machine. A significant aspect of orbit analysis, therefore, is differentiating between effects of normal preloads and significant deviations from the expected shape and form that are the result of machinery malfunctions.
While orbits are derived from the AC portion of the signals captured from an X-Y probe configuration, shaft centerline plots are derived from the DC portion. The DC signal from each probe is proportional to the average gap between the probe tip and the shaft surface.
Shaft centerline display
When changes in DC voltages from the two probes are converted to displacement units and plotted together in X-Y format, the resulting two-dimensional graph is called the shaft centerline. The most common application of the shaft centerline graph is to display changes in shaft centerline position within the bearing, such as might be experienced during a startup or shutdown, or which may occur at constant speed over time given changes in process load.
The shaft centerline display is most useful when centerline position data points are referenced to the bearing clearance boundary. This reference can easily be established on a horizontal machine by capturing DC gap reference voltages from the X and Y probes with the machine at rest, preferably following a shutdown to minimize hysteresis in the data from thermal effects.
The DC gap voltages captured at rest can then be used to reference the plot starting point at the bottom of the bearing clearance boundary. The resulting graph displays shaft centerline position changes relative to the starting point.
Some change in shaft centerline position with increased machine speed is normal and expected. This is because a radial fluid-film bearing provides hydrodynamic support of the rotor on the oil wedge which develops underneath the shaft as it rotates. The supporting oil wedge generally delivers more lift to the shaft at higher rotational speeds, causing the gap to change between the shaft and the observing proximity probes.


Figure 3: Normal orbit and shaft centerline position for tilt-pad bearing
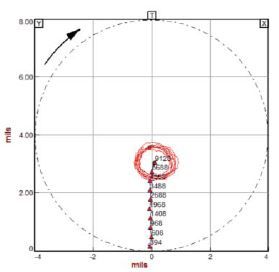
As the orbit and shaft centerline displays are in displacement units, they can be presented together in the same graph (Figure 3). The shaft centerline portion of the graph shows shaft lift from the supporting oil wedge at increased speed, and a position above bottom-dead center (normal for a tilt-pad bearing). The orbit at full speed is fairly circular and at an acceptable magnitude. Together, these observations indicate good alignment and balance, conclusions that can be further validated by bearing metal temperatures. Presentation of shaft orbit and centerline plots together in an overlay graph is convenient, and also enables easy correlation of findings derived from these two plots. An external preload due to coupling misalignment, for example, will constrain shaft response in the plane of the preload force, yielding a much flatter orbit than normal. Such a preload can also force the shaft to run in a different position within the bearing clearance than under normal conditions. The shaft centerline plot shown in Figure 4 shows position changes at the exhaust end bearing of a large gas turbine rotor during startup and load-up. The machine exhibited normal centerline position up to about 3,000 rpm. For the remainder of the startup to 3,600 rpm and as load was added to the machine, it showed movement down and to the right, reaching the bearing clearance boundary. Also shown in the same graph is an overlay of a highly preloaded figure-eight shaped orbit. The orientation and tilt of the orbit is parallel to the bearing wall. Taken together, the orbit and shaft centerline data confirm presence of preloading and a heavily loaded bearing. Severe misalignment was suspected, but exact root cause was yet to be determined.


Figure 5: Orbit and timebase showing 2x component on Y signal
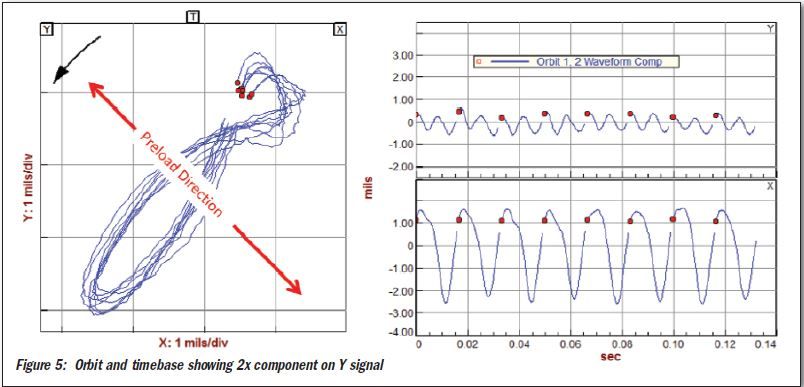
An expanded view of the figure-eight orbit (Figure 5) also shows the time-base waveform signals from the X-Y probe pair used to draw the orbit. In the Y probe signal, two vibration peaks can be re-seen between successive rotational timing marks indicating 2X running speed vibration; another symptom of misalignment. Based on these indications, plant operations personnel were advised to shut down the unit. Subsequent inspection revealed large cracks in structural elements supporting the exhaust-end radial bearing large enough to compromise the supports. The thermal distortion induced misalignment, resulting in the excessive preload.







