Project best practices
Establish a database of Lessons Learned with cost of unavailability in order for all corporate plants to utilize
Obtain daily revenue value (based on nominal market prices) and calculate the time that specific issues (Lesson Learned) have resulted in a shutdown or reduced rates and what the total loss of revenue was for each Lesson Learned.
This information should be tabulated in a company-wide database along with the Best Practice that would be focused on eliminating the root cause. Then all facilities within the corporate umbrella can utilize these Best Practices to resolve ongoing issues, but most importantly assure that future projects incorporate the appropriate Best Practices.
Of course, this database should be used by the “Project Team” when a new or upgrade project is in the PRE-FEED phase.
Failure to utilize Corporate Wide LL/BP Database has resulted in certain plants within the company that have ongoing issues that other plants have already solved
Not having specific Lessons Learned in a corporate database segregates the plants from each other and if one plant has solved a machinery issue, the others may not know the solution and continue to lose daily revenue.
Not incorporating this BP will also result in new construction/upgrade projects that end up with the same exact issues that have been present since day 1 of startup in other similar corporate-wide projects.
BENCHMARKS
This Best Practice has been used by Forsthoffer Associates, Inc. since 1990 and has been incorporated into companies with the following types of Plants with the benefits listed earlier:
- MEGA Ethylene Plants
- MEGA Butyl Rubber Plants
- Methanol Plants
- MEGA LNG Plants
SUPPORTING MATERIAL
As someone who has been involved with projects as a rotating equipment vendor, end user, and consultant since 2004 (and with experience of personnel within the company since the 1970s), I have had the opportunity to see custom designed rotating equipment projects from all industry viewpoints. Regardless of your position, you will face the challenges of company profit optimization, depleted workforce experience levels and time constraints.
The Vendor, EPC, and End Users all have different objectives and the more that the End User can provide up front early in the project the better chance the Vendor and EPC will understand their objectives. Vendor lessons learned are detailed in Table 1.1.1.
Table 1.1.2 details the lessons learned by the End User.
Review Tables 1.1.1 and 1.1.2 and observe the similarities all imposed by time and budget constraints. Also, observe how the involved individuals seldom have the opportunity to observe how their client operates and what their objectives are
TABLE 1.1.1 Vendor Lessons Learned
- Time constraints forced the acceptance of what was on the datasheet
- The tendency was to think inside the flanges of the compressor only and not consider the process
- Questions to the end user/contractor were minimal based upon competitive pressures and time constraints
- Copying from past jobs “cut and paste” was a necessity to minimize engineering hours and Today (21st Century) is electronic cut and paste
- Contractor/end-user questions diminished valuable engineering time. There was little time or money for visits to client plants unless there were significant design problems
TABLE 1.1.2 End User Lessons Learned
- Time constraints forced acceptance of what was on the process data sheet without time to question the basis for the stated conditions
- The tendency initially was to think inside the machinery flanges, but eventually it was understood that all equipment is directly influenced by the process
- Contact with the client (plant where the equipment will be installed) was minimal based on project team pressures for schedule milestones
- Company specification contents were increasing rapidly since all company divisions and plants were required to review specifications and therefore naturally contribute something
- There was limited project budget for visits to client plants unless there were equipment design problems.
Since 1990, Forsthoffer Associates, Inc. has engaged in troubleshooting, machinery selection and revamps, as well as site-specific operator, maintenance, and engineering training. There are other challenges but the similarities are striking and the challenges are the same. These facts are noted in Table 1.1.3.
Based on my experience, I have learned, most of the time the hard way, that all three of these groups (vendors, contractors, and end users) have the same objective but different means of obtaining that objective. Table 1.1.4 presents these facts.
It is important to remember these facts at all times during the entire project. The information contained in the following figure should be the basis for convincing the Project Team that all decisions regarding equipment purchase should be made on the basis of Process Unit life cycle cost and not capital cost and/or schedule considerations. The specific objectives of the end user are presented in Table 1.1.5.
TABLE 1.1.3 Contractor/Consultant Lessons Learned
- Both vendors and clients have limited experience bases
- Decisions are made quickly, often without benefit of all the pertinent facts
- Most projects are run on the basis of minimum capital investment and not life cycle cost
- Implementation of action plans is slow
- Vendor and end user’s interface infrequently—usually only during field failures
TABLE 1.1.4 The Objective—Maximum Profits
Everyone has the objective of maximum profits but the means to accomplish this end is different:
- Vendor—designs for minimum cost
- Contractor—engineers and installs for minimum cost
- End user—must operate the custom-designed equipment 24/7 for 30 years or more. Therefore, the end users objectives can be directly opposed to the vendor’s and contractors!!!
TABLE 1.1.5 End user—Specific Objectives for Maximum Profit
- Maximum machine reliability
- Minimum operating cost
- Minimum time to repair
These objectives result in.............................................. maximum up time
which will yield .............................................................. maximum revenue
and .................................................................................maximum profits
For the entire life cycle of the process unit!!
TABLE 1.1.6 Daily Revenue
- Is the amount of revenue obtained in 24 h of operation
- Trip of an un-spared item = exposure to revenue loss
- Daily revenue values can range from 1MM$ to 5 MM$+
- Always justify Project Scope requirements on the basis of daily revenue loss
- Assign an Actual Daily Revenue Loss amount to each proposed Best Practice if it is not implemented
The most important factor in lifecycle cost considerations is daily revenue and obtaining this figure should be the number one priority in the early stages of the project. It will be a key fact in obtaining management support for your project action plans. Table 1.1.6 presents these facts.
Therefore, the company lifecycle revenue and profit potential will be a result of incorporating all of your project best practice requirements into the project action plan at the first opportunity before the first project budget estimate is prepared. Fig. 1.1.1 shows the advantages of incorporating this philosophy as early as possible into the project.
This action should be taken when the project is first announced and the project team is assembled, before the Project Budget Estimate is calculated. The approach taken during the first 3–6 months after the initial project kick-off will determine the level of reliability and lifecycle cost savings for the entire life of the process unit (over 30 years). Most important is the necessity of establishing immediate creditability with the project team so that your ideas are implemented.
Hopefully, the previously mentioned information will be of use in your project involvement in terms of lessons learned. The resulting best practices should be developed into a project philosophy that will eliminate all the issues noted


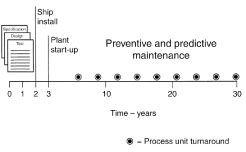
FIGURE 1.1.1 The lifespan of rotating equipment[/caption]
earlier and will obtain and maintain your management’s support throughout the entire project from the pre-feed phase to field operation.
Note that while this book is concerned with rotating equipment Best Practices, many of the principles in this Book are equally applicable to all assets included in a project.
Note: The above is Best Practice 1.1 located in Forsthoffer’s More Best Practices For Rotating Equipment by Michael Forsthoffer, which can be purchased here

















