Compressor operation: Continuous monitoring of possible failure modes
Assuring safe and optimal operative conditions for centrifugal compressors is often understood as a primary goal for the process plant maintenance management teams. In the course of the last few decades, the approach to process plant machinery maintenance has progressively, but radically, changed. The initial corrective approach, with repair interventions after failures, was followed by the preventive approach, with parts replacement at fixed work hours.
Though the last approach represents a considerable improvement, especially for important machines, it has not been considered optimal since it requires the execution of maintenance interventions and parts replacement even in the absence of failure signals. An optimal method should then be able to understand when the component is approaching critical status and provide a notification with enough advance advice to organize the necessary logistics and resources for maintenance interventions.
2-Actual trends and compressor predictive maintenance
For many and most common centrifugal machines the predictive techniques commonly implemented are, today, connected to vibrational conditions and mechanical indicators (mainly bearing vibrations and temperatures). But in many cases the appearance of defects is subtle, such as in situations where a degradation of the machine appears without being accompanied by comparison of evident mechanical signals. In such cases poor machine performance becomes progressively worse and starts to affect plant performance without triggering mechanical indicator alerts.
In these situations, the problem source continues to operate inside the machine, cumulating its adverse effects, until it appears with high intensity. A typical case of this subtle behaviour is fouling, which introduces a progressive loss in performance and efficiency despite the absence of mechanical indicators.
Another aspect of the actual practice connected to the reading on vibration is that the measurement changes with the machine operational point while the threshold remains fixed. Above considerations highlight the importance of machinery performance analysis.
The underlaying machine modelling paradigm is today called “digital twin”. The quantitative approach at the base of this method may allow the connection to AI (artificial intelligence) solutions. Machine capability to deliver expected performance is then a root signal of machine health, and lack of performance is the earliest external indicator of the presence of some problem. For compressors, the calculation of expected performance requires a state-of-the-art approach involving aeromechanical machine model and gas thermodynamics and consequentlythe use of adequate calculation tools.
3-New generation monitoring systems, the proactive approach
The next generation of machinery monitoring systems should therefore embed the capability to dynamically evaluate machine performance according to effective operative conditions, which “dynamically” indicates that the limits should be adjusted to the machine's actual operative condition. Also, these systems should be able to anticipate in time the identification of the problem, shifting the focus from the failure effect to the failure cause and provide possibly indications about the time scale in which the problem is expected to develop. This is a proactive approach and represents the effort to push the preventive maintenance philosophy to its inherent limits.
Process computers offer the computational capability required for the implementation of an accurate model-based performance monitoring methods bringing the traditional predictive systems into the proactive maintenance dimension. Advanced diagnostic capabilities can therefore arise from the coupling of machine performance analysis capability with the predictive methods based on the analysis of mechanical parameters (vibrational, thermal and tribological), thus not replacing but embedding and extending the previous system's capabilities.
4-Performance-based diagnostic method and definitions
At the core of a performance monitoring system should be the capability to compare the actual performance to some reference value. This reference value should represent the optimal machine performance, i.e., the performance of a new machine or a machine that has been just shop-restored to conditions like a new one. Therefore, design performance or as-tested performance may be used as valid reference point.
It should be noted that while the measurement of actual performances is quite straightforward, the evaluation of the design performance may be quite complex. In the case of centrifugal compressors, in order to perform a comparison between homogeneous values, the design performance needs to be adjusted to actual operative conditions. This adjustment step is not trivial and, as said, requires the availability of adequate computing tools. A complex machine aeromechanic and thermodynamic is necessary to get precise numerical results and allow a correct comparison with field measured parameters.


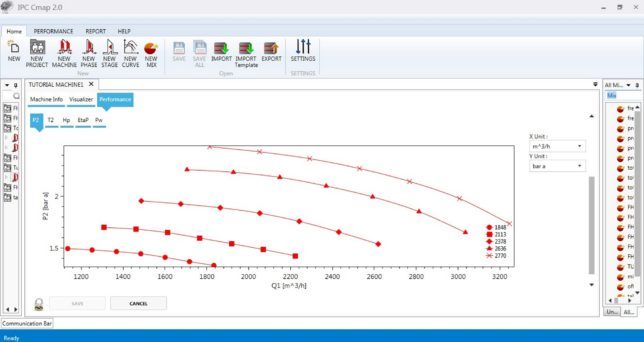
fig 1 screen shot Cmap[/caption]
Today, thanks to the diffusion of more powerful computational tools and machinery performance prediction software (as Camp software for centrifugal compressorsperformance), such complex machine modelling capabilities are available in the market and allow to implement diagnostic strategies based on the analysis of performance.
The introduction of the concept of performance evaluation within the machinery maintenance theme signifies also the irreversible step from qualitative evaluation to numerical and model-based methods, allowing the alignment of machinery maintenance to other departments such as engineering and operations. This process of integration is sometime called “Performance productive maintenance” and allows a projection into overall plant productivity.
The starting point of the method is the availability of a centrifugal compressor performance curve, the relevant gas mix composition, and thermodynamic conditions (pressure and temperature). Having this input data available, the software will perform all complex calculations in a fully automated way and will produce the expected compressor performances for inlet pressures, inlet temperatures and gas mix compositions for design/reference ones. It's possible to obtain a valid comparison term for the evaluation of compressor performance in actual conditions, referred here as expected performance. The method is compliant with the ASME PTC10 (Performance Test Code on Compressors and Exhausters) standard
System configuration parameters are:
- Compressor map in reference condition at variable speed
- Inlet reference condition i.e. inlet pressure, inlet temperature and gas mix composition
- Selected EOS for gas properties calculation
Measured parameters (actual) used as inputs are:
- suction pressure
- suction temperature
- discharge pressure
- discharge temperature
- suction flow
- running speed
- gas mixture
The system will provide the following outputs:
- Calculated expected values
- Compressor performance curve at the actual speed and inlet conditionOnce these performance values are obtained, it’s possible to compare the actual values to the expected ones. The difference is an indicator of how much the compressor behaviour deviates from the normal/optimal behaviour. These indicators shall be referred as “performance deviations”.
A value, in whatever operative condition, will be “normal” when its deviation is zero. Deviation zero consequently represents an operative status were the machine is operating just as expected according to reference (or design) values, in the underlaying hypothesis that the design performance is relative to an optimal (as new) machine condition or represents the reference term for any evaluation. These parameters may be trended in time. The change in time of a deviation parameter shall represent a measure of how quickly the observed performance moves away from its “normal” value.
When a performance deviation becomes irreversible in time it is possible to say that the machine has suffered performance degradation. A stable degradation is the sign of a defect that is non-critical and compatible with machine operations and affecting mainly performance. Degradations increasing in time will lead to critical events if not interrupted. Time trends of performance deviations, deviation rates and degradations will provide a very powerful indication of machine health status and may be used along with mechanical indicators, with specific diagnostic logics to address possible failure causes.
5-A real case
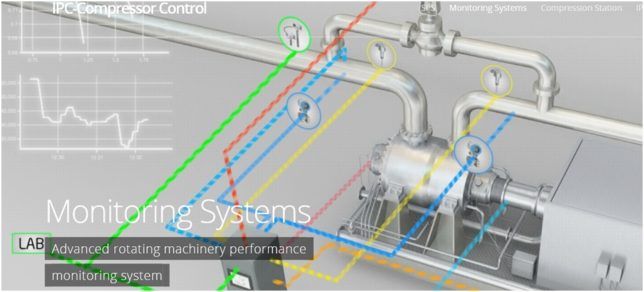
In this paragraph a real case will be presented. A compressor was running largely under off-design inlet conditions. A performance-based monitoring system was implemented. The system included a calculation server devoted to run the machine model (CMapsoftware) to obtain the expected or “normal” performances in actual (off-design) conditions. PC/PLC based architecture allows to bring to machinery panel level all the computational power necessary to predict machinery behaviour as per OEM expectations and use this information to continuously evaluate the machinery healthy status.
Automated application of CMap can provide continuous monitoring of the machine performance and exert an automated surveillance and diagnostic. Also, the compressor protection from surge can be automatically and continuously updated to actual inlet conditions, overcoming limitation of actual systems.
The availability of expected performance allowed the comparison to measured field values and evaluation of performance deviation and degradation. The following picture shows a comparison of the actual efficiency to expected efficiency in actual condition. As previously mentioned, this parameter is a powerful indicator of compressor operative condition and healthy status: eventual deviation between expected and actual parameters is an indicator of the occurrence of malfunctions.


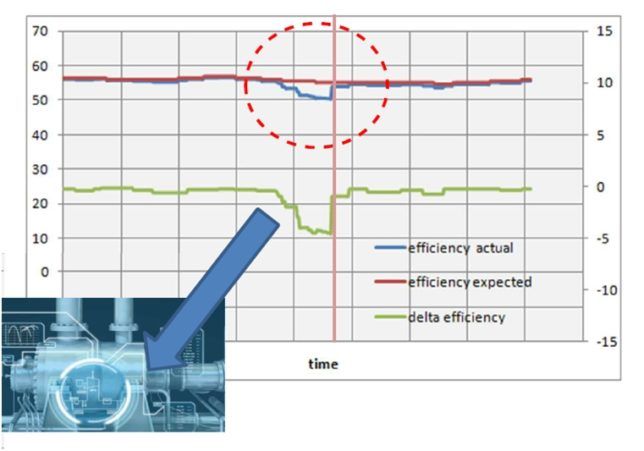
The same trends are available for discharge pressure, discharge temperature, polytropic head and power. Machine performance analysis can generate diagnostic advice on the nature of the possible failure directing the user towards some main defect areas such as mechanical, wear/fouling, and instrumentation.
Machinery monitoring systems will be the next generation of machinery surveillance systems. The quantitative performance evaluation approach allows to implement predictive maintenance strategies optimizing the schedules of interventions for maximizing production and minimizing costs.The proposed method could provide benefits especially for centrifugal compressors that work in high and very high-pressure ranges and under rapidly varying process conditions.


6-Conclusions
Methods proposed and described in this paper allow to achieve the following goal: Predict the performance of a centrifugal compressor in off-design condition. The prediction of compressor performances is accurate even at high pressures, where the ideal gas theory commonly used introduces considerable errors.
During experiments done on existing machinery the described methods allowed to implement a more accurate surveillance of the machines and detect failure indicators earlier than what is possible with traditional methods. The availability of a real time machine model continuously predicting the expected performance has been used to detect possible anomalies in instrumentation reading. When such error conditions are detected, the calculated expected flow may be temporarily used to replace the measured one allowing the system to continue to run without interruption while replacing or repairing the faulty transmitter.
















