Ushering in the Next Generation of Compressor Lube Oil Systems
Newer lube oil units offer advantages over conventional systems via lower power consumption and associated carbon emissions.
Compressor lube oil systems are often viewed by operators as a necessary evil in that they are crucial to maintaining continuous operation of the main rotating equipment—compressor, driver, and gearbox when required—but can sometimes be a significant contributor to maintenance and operating expenses.
Advances in lube oil units for centrifugal and integrally geared compression trains have helped to address some of the pain points with current systems, including the use of variable speed and electric motor-driven pumps in lieu of fixed speed pumps.
CONVENTIONAL LUBE OIL SYSTEM DESIGNS
While the design and configuration of a lube oil system can vary greatly depending on the type of driver and driven equipment, capacity, operating profile, site conditions, etc., there are certain components that are common across all applications.
A standard API-compliant pressurized lube oil system consists of a reservoir, pump(s), cooler, heater, filter, control valves, relief valves, pressure and temperature switches, gauges, and piping. In some cases, the main pump can be mechanically driven and operated as a function of the main equipment driver speed. More commonly, a fixed-speed AC-motor-driven main pump is provided in these applications. For either of these configurations, an auxiliary/standby fixed speed pump, usually electrically/AC driven, is also installed to provide redundancy in the event of a main pump failure (2 x 100% configuration). In the case of failure of both the main and auxiliary pump or an electrical blackout, a rundown tank is installed, which supplies oil to the compressor until shaft rotation comes to a stop.
Fixed-speed lube oil system designs offer high reliability and familiarity to operators; however, they do come with drawbacks, such as reduced efficiency, increased power consumption and associated carbon emissions, weight, footprint, and maintenance, as well as the need to stock several spare parts.
The oil requirements of the compressor train can fluctuate during operation and are impacted by several variables, including compressor speed, oil temperature/viscosity, etc. Fixed speed pumps must be designed to meet the maximum required flow rate, plus a margin of safety. This means that a large portion of the time, when the compression train is in operation, more oil is being pumped than is required by the equipment train, resulting in wasted energy.
Fixed-speed lube oil system designs offer high reliability and familiarity to operators; however, they do come with drawbacks, such as reduced efficiency and increased power consumption.
The excess oil must be diverted using a regulating/bypass valve that redirects flow back to the reservoir. Often, this results in the need for additional piping, which can increase the lube oil skid’s weight and footprint and can cause maintenance accessibility issues when the envelope boundary is fixed.
DRIVING IMPROVEMENTS THROUGH ENGINEERING INNOVATION
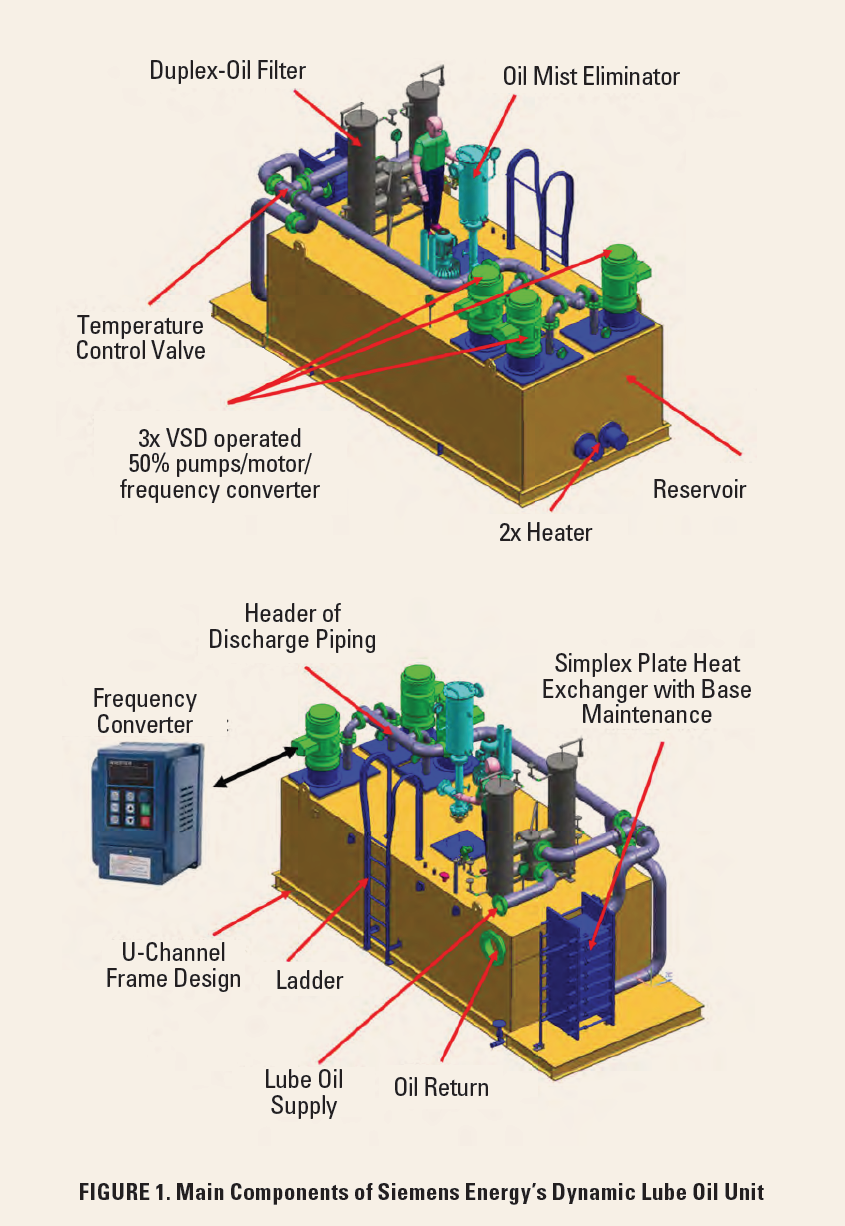
Over the years, new developments have optimized lube oil system designs to meet evolving industry and customer demands. Conventional designs utilize two fixed speed pumps—a main and auxiliary—each considering at least 120% of the equipment required oil flow. Newer units feature three variable-speed, electrically driven positive displacement pumps that provide 50% of the required flow capacity. Variable speed drives (VSD) enable controlled adjustment of pump operating characteristics to ensure optimized power consumption. Additionally, pump speed can easily be adjusted online to handle variations in the lube oil system, which eliminates the need to oversize the driver and pump.
In a three-pump configuration, during times of normal compressor operation, two of the pumps work in parallel while the third pump is connected to both a normal power supply and an uninterrupted power supply (UPS). It acts as both an auxiliary/standby pump in the event of pump failure and an emergency pump in case of an electrical blackout.
The use of VSDs provides several advantages over fixed speed systems, including a reduction in overall power consumed by the unit. This is primarily due to the elimination of over pumping, as the VSDs can be turned down to match the rotating equipment’s demand for oil.
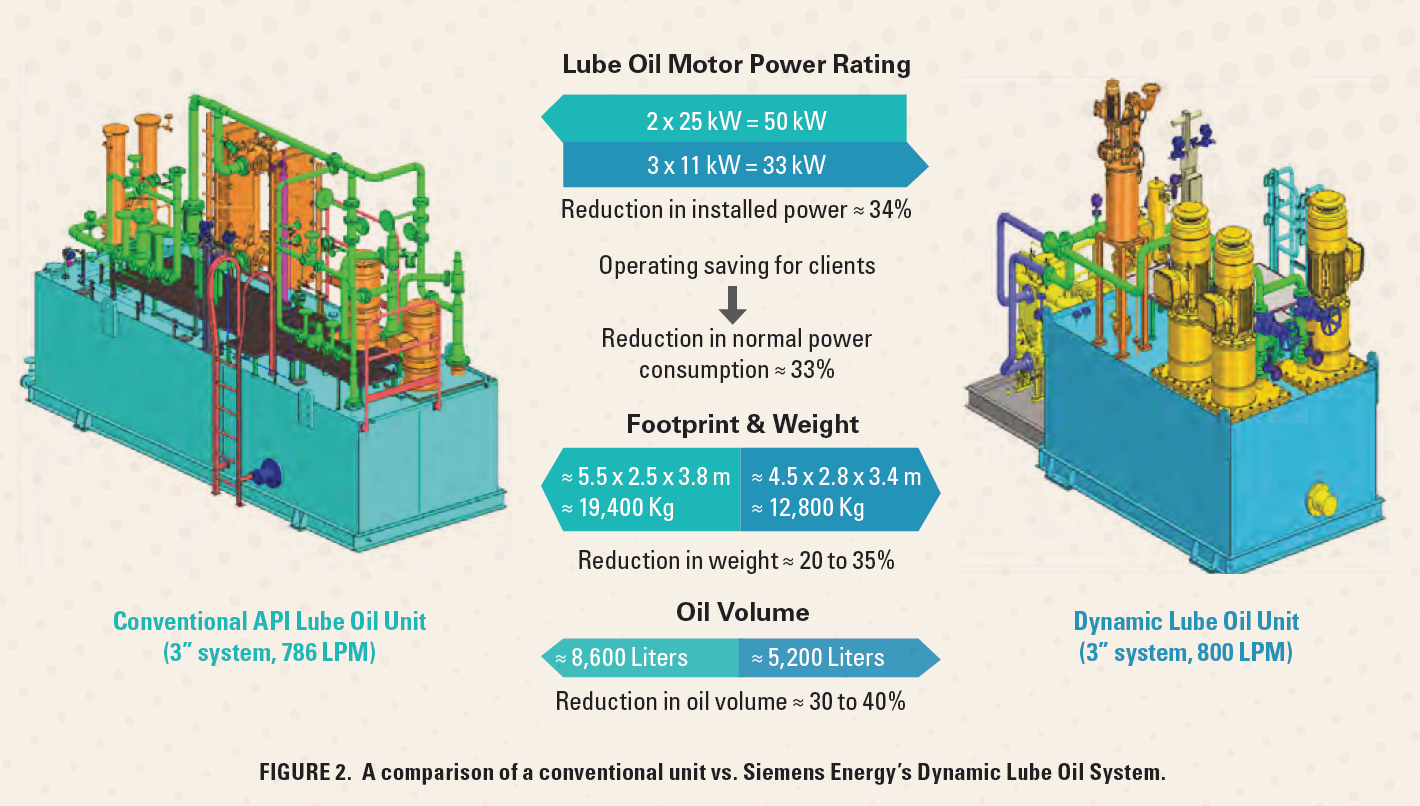
Comparisons were drawn between a conventional three-inch API lube oil system (786 LPM) versus a three-inch three-pump system (i.e., Dynamic Lube Oil Unit (800 LPM) as seen in FIGURE 1) to evaluate power-consumption values. The conventional unit would require two fixed-speed AC pumps, each with a nominal nameplate rating of 25 kW, which is required to account for:
- capability to direct online start under very cold oil conditions, and
- necessity to handle higher equipment flowrates (20% margin).


When the conventional system operates under normal conditions, the lube oil system would consume a reduced load of roughly 15 kW.
The latest system design has three VSD pumps, each with a rating of 11 kW. With two pumps running, power consumption would be about 10 kW, which represents a power savings of roughly 33%. The power savings would be 50% when compared to a mechanical-driven lube oil pump since the pump flowrate is highly dependent on the main equipment driver speed. Considering a variable speed main equipment driver, the shaft-driven lube oil pump would provide 120% flow at minimum operating train speed and would then provide 150% flowrate at normal design speed. This oversizing of the shaft-driven pump causes a substantial increase in power consumption for the oil system.
Having the third VSD pump connected to a UPS can eliminate the need for a rundown tank, which removes the need to accommodate rundown oil and interconnected pipe volume in the lube oil reservoir, saving both space and weight on the skid. Furthermore, the support structure for the rundown tank itself is removed, and indoor building height can be reduced. The overall volume of oil in the system is reduced by 40%—from 8,600 L in a conventional system to 5,200 L. The safety valve can also be incorporated directly into the VSD pump itself. The pressure regulating valve, spillback back regulating valve, associated piping loop, and manual hand valves can be eliminated since the VSD adjusts pump speed to maintain the required flow. Eliminating the piping and valving further reduces the weight of the system and minimizes the footprint of the reservoir. FIGURE 2 shows that the overall weight and footprint is reduced by 35% compared to the conventional API unit.
The VSD-driven pumps facilitate the implementation of a battery backup option as an alternative to the rundown tank. This is a result of lower motor name plate ratings for the oil pump and reduced starting currents that are controlled by programmed starting ramps. These factors positively affect the sizing of the required UPS. Furthermore, each pump provides 50% capacity, hence restarting the pumps after a blackout becomes easier when compared to a full-capacity AC direct-on-line (DOL)-started oil pump.
It is also important to note that the use of an electric-based backup system can eventually allow for the integration of solar energy via photovoltaic power cells, which could potentially allow running the oil system on a renewable source during the day.


INCREASED OPPORTUNITIES FOR DIGITALIZATION
The use of VSDs allow the end-user to gather additional operating data (speed, power, hours of operation, flow, operating current, torque, motor temperature, etc.), which further enables monitoring and diagnostics of the pump and motor health. Comparisons to the main drive train equipment parameters and data trends can facilitate the implementation of predictive maintenance programs.Capturing additional energy consumption data helps to evaluate the current component or system condition and can support more accurate assessment in quantifying environmental targets or meeting future legislative requirements.
The use of VSDs allow the end-user to gather additional operating data, which further enables monitoring and diagnostics of the pump and motor health.
TECHNOLOGIES APPLIED IN NEW WAYS
Lube oil systems are cited by operators as one of the most problematic components of compressor packages. By addressing many of the issues experienced with conventional designs and better aligning with operator objectives to reduce power consumption and decarbonize through electrification, these challenges are being addressed. While the design philosophy of the lube oil system is novel, the technologies it leverages are often widely used by operators in other areas of their operations.
Peter Rupprecht is the Fluid Systems Application Engineer at Siemens Energy. Firozkhan Shaik is the System Architect Engineer at Siemens Energy. Hunter Banister and Justin Malpiedi are Research & Development Engineers at Siemens Energy.























