Deep compression
A repair solution for steam turbine compressor failures.

 processed in a milling machine.")
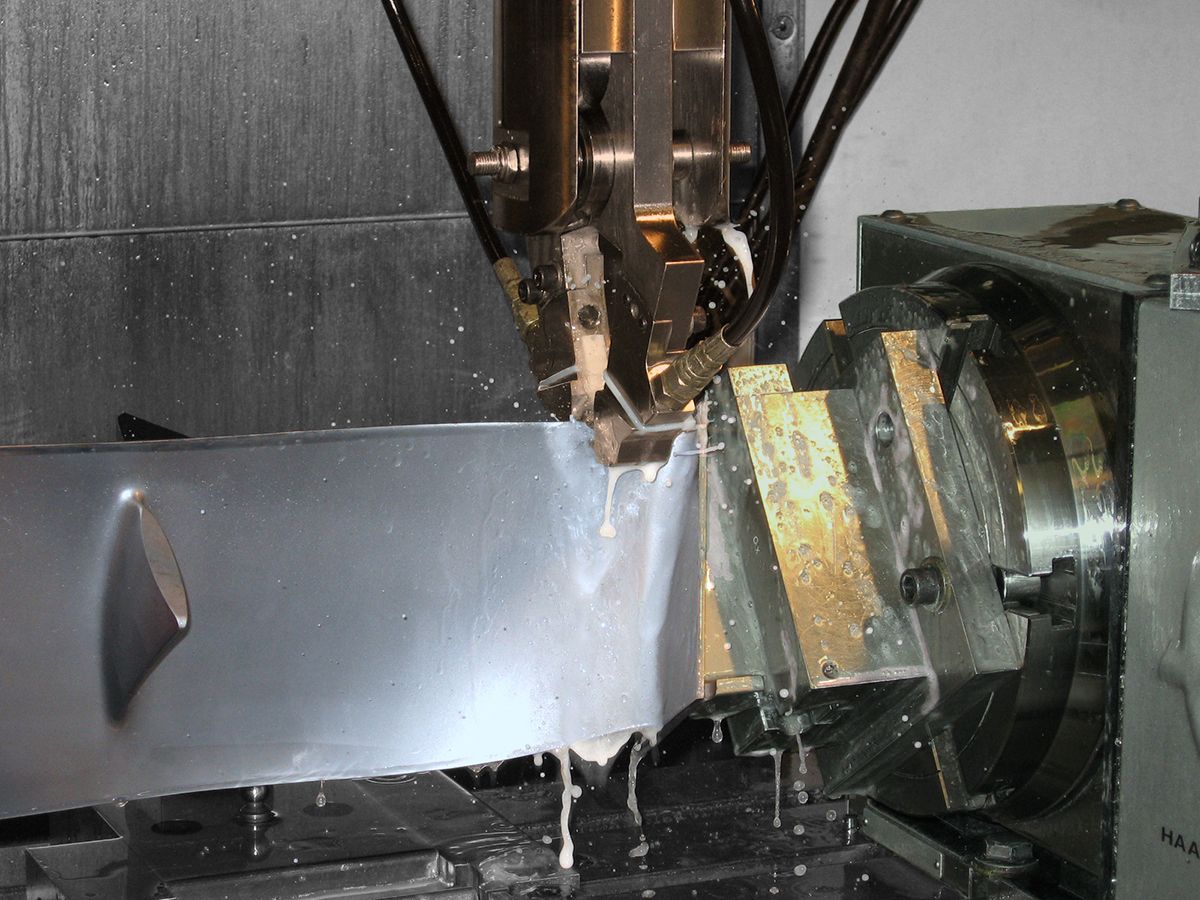
Steam turbine blade being Low Plasticity Burnishing (LPB) processed in a milling machine.
BY KYLE BRANDENBURG
Steam turbines provide an efficient means of producing electricity. Improving the corrosion fatigue performance and damage tolerance of steam turbine blades can offer overhaul and maintenance cost savings, improved reliability, and reduced outages.
The application of surface residual compressive stress to components can enhance fatigue strength and reduces the effects of applied tensile stresses. Shot peening has been used for decades to reduce overall operating tensile stresses in steam turbine components. However, corrosion pits, erosion, fret[1]ting, and other damage can penetrate shot peening’s shallow layer of residual compression, providing a starting point for stress corrosion cracking and fatigue failures. Instead of settling for shallow compression, the introduction of a deep layer of compressive residual stress can extend service life.
To test the benefits of deep compression, high cycle fatigue tests were done on Type 410 stainless steel, a common alloy widely used in steam turbine applications, to compare the corrosion fatigue benefits of Low Plasticity Burnishing (LPB) to shot peening.
LPB is also a mechanical surface treatment, but it imparts a controlled layer of compression that is deeper than most surface damage. LPB was developed in the 1990s to keep cold work low when introducing compressive residual stress. 20 years of studying residual stresses led to the conclusion that residual compression introduced using high levels of cold working could be wiped out from in-service thermal and mechanical loads.
The first step in the investigation was to obtain sample specimens of 410SS machine-finished by low stress grinding (LSG) to serve as a baseline. Compressive stress was introduced either by LPB or shot peening. The LPB process is performed on conventional CNC machine tools and robots. Shot peening was done using a conventional air blast peening system.
DAMAGE TOLERANCE RESULTS
Residual stress data revealed that LPB produced higher magnitude
compression at the surface and about three times the depth of
compression compared to what was achieved with shot peening.
Compressive stresses are shown as negative values, tensile as positive.
Polarization testing results revealed roughly 20X higher corrosion
rate in the highly cold worked shot peened samples compared to
the lower cold worked LPB samples.
High cycle fatigue results for samples with notches.
High cycle fatigue results for samples with SCC and active corrosion.
Next to be tested was the fatigue strength of samples subjected to either mechanical damage or simulated corrosion and stress corrosion cracking. Mechanical damage simulates what can happen to the surface of the turbine blade from common fatigue damage mechanisms like foreign object damage, fretting, corrosion pitting, or erosion.
Mechanical damage was simulated through an electrical discharge machining (EDM) notch with a depth of 0.01 in. (0.25mm). For a portion of the LPB-treated samples, a deeper notch depth of 0.02 in. (0.51mm) also was investigated.
High cycle fatigue tests show that shot peening the 410 SS samples provided a modest improvement over the baseline condition with mechanical damage. Residual stress distributions revealed that the 0.01 in. (0.25 mm) notch completely penetrated the compressive layer introduced by shot peening minimizing any fatigue life benefit from shallow compression.
However, the deep compression provided by LPB doubled the fatigue strength and improved fatigue life near the endurance limit by a factor of over 100 compared to the shot peen condition. Even with damage twice as deep, the LPB-processed samples outperformed those that had been shot-peened.
When subjected to corrosion damage and salt exposure, simulated by testing samples in an active corrosion medium of a 3.5% weight NaCl solution after first exposing them to stress corrosion cracking (SCC) in the same medium, the LPB-processed samples again demonstrated double the fatigue strength.
Surface roughness measurements indicated roughness values of 19.5 μin for the baseline sample, 157.1 μin for the shot peened sample, and 4.5 μin for the LPB-processed sample. The roughness value for the shot peened sample is nominally 35X higher than that of the LPB-processed sample. Shot peening dimples produce a rough surface that can adversely impact fluid flow at the blade surface.
Some steam turbine manufacturers are now implementing LPB on their blades upfront to reduce overhaul and maintenance issues. Others use LPB as a faster and more economical repair technique. Depending on the steam turbine, manufacturers can apply LPB with the turbine blades installed on the rotor. LPB as a surface treatment does not add material or change the blade’s balance like traditional welding repair methods.