Resolving varnish challenges
Varnish removal technology in turbine oil.
BY HASANUR JAMAL MOLLA, SAAD H. AL-DOSSARY, TARIQ NADEEM, AND MOHAMMAD F. AL-SHIHRI.
Varnish is an organic residue produced by irreversible chemical degradation of mineral oil lubricants. It can lead to filter plugging, restricted oil flow, poor heat transfer, valve sticking, fail-to-start conditions, and unit trips.
During rotating equipment operation, heat generated due to friction degrades the oil and produces very small by-product particles that settle throughout the system as varnish. Spark discharges from static charge buildup in the lubricating oil filters play a key role in its formation. Over time, these particles attach themselves to surfaces throughout the turbine, producing a sticky film. As varnish builds up, performance of rotating equipment suffers.
A variety of varnish removal systems are avail-able in the market. As the conversion between soluble and insoluble varnish is a physical equilibrium process dependent upon temperature, Varnish Removal Units (VRU) are equipped with a cooler to reduce the oil temperature and convert soluble into insoluble varnish. Special filter media inside the VRU capture dissolved and suspended soft contaminants from the oil.
VARNISH FORMATION
Varnish is a sub-micron-sized soft contaminant that is polar in nature. Oxidation and thermal breakdown are among the causes of varnish formation. But the two major reasons are micro-dieseling and static electric discharge.
In micro-dieseling, the implosion of entrained air bubbles as they migrate from low-pressure zones to high-pressure zones creates a local oil temperature in excess of 1,800ºF. This is enough to cause severe oxidation of oil molecules and generates carbonaceous byproducts. As system pressures increase, the potential for micro-dieseling rises.
The industry’s shift to synthetic and glass filter media has created unexpected side effects due to the combination of tighter filter pore sizes to remove fine sediment with very high filter flux rates to reduce capital cost. The result is significant static charge buildup within the oil system. These spontaneous discharges can generate sparks of static electricity with temperatures greater than 18,000ºF. This “cooks” the oil, creating molecule fragments that deplete antioxidant additives. The oil circuit where there is metal-on-metal contact can also generate a static charge.
The conversion between soluble and insoluble varnish is a physical equilibrium process dependent upon temperature.
Oil-degraded soft contaminants are dissolved in the oil at operation temperature which are polar in nature and get absorbed onto dipolar (colder) metallic surfaces. The varnish is formed by soft contaminants agglomerating and hardening into a lacquer-like coating on valve spools and sleeves, bearing surfaces, gears and other internal surfaces of the lubricant system.
The sticky nature of varnish captures hard contaminants as they flow within the system, forming an abrasive finish that accelerates component wear. Furthermore, varnish is an efficient insulator that provokes bearing surfaces to run hotter, and heat exchangers to have lower efficiency.
VARNISH DETECTION METHOD
In Saudi Aramco, all critical rotating machines are monitored by a lubricant condition monitoring (LCM) system. The scheduled samples are tested inhouse. Test slates are decided based on oil type and equipment. However, color and acid number are checked for all industrial lube oils. When color and acid number are high, the RULER (Remaining Useful Life Evaluation Routine)/ RPVOT (Rotating Pressure Vessel Oxidation Test), and UC (Ultracentrifuge)/ MPC (Membrane Patch Colorimetric Test) are checked to understand the condition of the oil and design the corrective action to prevent unscheduled equipment downtime.
The MPC test has been used for many years in oil analysis as a qualitative test to assess the condition of oil. Recently, several commercial laboratories have developed quantifiable scales to trend the varnish potential of oil. For example, on Analyst Inc.’s scale from 0 to 100, a varnish potential rating of 0 to 15 is considered normal. The range 15 to 30 means monitoring is required. Readings greater than 30 are considered action-able and should trigger rapid remediate.
GAS COMPRESSOR EXAMPLE




Figure 1: Varnish was found in the compressor gearbox, bearing, and shaft.

Delaval make a 5-stage centrifugal low-pressure (LP) gas compressor driven by a 3,500 hp electric motor. It is a critical asset, operating throughout the year with no standby equipment. The compressor takes gas from the LP suction drum and discharges it to the high-pressure (HP) gas compressor. The compressor runs at 10,295 RPM and delivers 19.27 - 21.55 MMSCFD of gas, with the amount varying from summer to winter. The set alarm and trip temperature of the compressor bearings are 235oF and 250oF respectively.
The compressor train is lubricated through a forced feed system to provide lubrication to the motor, gearbox and compressor bearings. The lube oil reservoir capacity is more than 3,000 gallons of ISO VG 46 turbine oil.
The bearing temperature trend of the LP compressor showed a gradual increase at the inboard (I/B) bearing. It reached above the limit of 250oF and resulted in a trip. The bearing was dismantled, and varnish was found on the bearing. This lowered the oil flow rate because of reduced clearance and a reduced heat dissipation rate (Figure 1 and 2).
VARNISH REMOVAL TECHNOLOGY

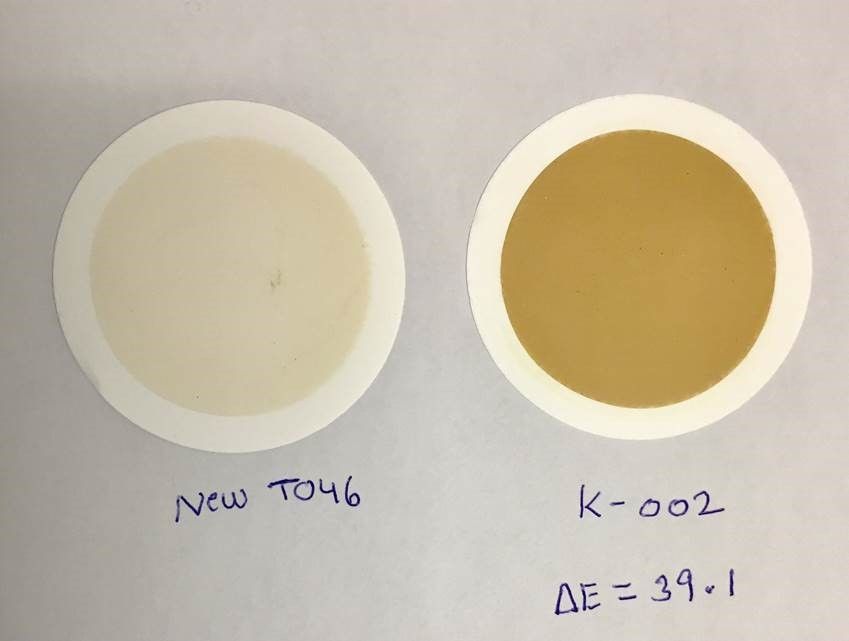
 and in-service lube oil (right).")
Figure 2: The lube oil sample testing revealed a very high level of varnish presence; the test result for new (left) and in-service lube oil (right).
An offline Varnish Removal Unit (VRU) was connected to the LP gas compressor lube oil system while the machine was running. The VRU suction is taken from the lube oil reservoir drain valve. The VRU discharge is returned back to reservoir through a one-inch socket welded on the reservoir inspection manway.
The VRU utilizes filter media optimized for varnish removal. The warm oil is drawn from the system tank to the VRU by means of the transfer pump. The oil first passes through a blast cooler, then a heat exchanger and finally a chiller system before reaching the filter housing. The oil temperature comes down to approximately 50°F before reaching the filter media that captures dissolved and suspended soft contaminants.
Varnish has traditionally been defined as an insoluble deposit. However, it also exists in soluble state. The conversion between soluble and insoluble varnish is a physical equilibrium process dependent upon temperature. The soluble varnish becomes insoluble by reducing the lube oil temperature and can then be removed easily from the lube oil system.
After extracting the varnish from the lube oil, it is returned to the main lube oil system. Varnish-free oil now starts to clean system components in contact with oil, resulting in a varnish-free system for up to a few months depending on system condition.
After utilizing the VRU for a few weeks on the LP gas compressor, bearing temperatures and the condition of the lube/seal oil were improved. Oil samples subjected to MPC tests showed a drop from 39.1 to 1.4 within 19 days of operation. Bearing temperatures dropped from 249.4oF to 186oF within 19 days due to the removal of varnish and better heat dissipation as well as increased oil flow.


The varnish removal unit utilized by Saudi Aramco. Courtesy: CJC.

The usage of the VRU in combination with MPC testing of the lube oil system reduced the bearing temperature by detecting and cleaning varnish deposits. This improved heat dissipation and prevented any equipment trips due to high bearing temperatures. It also eliminated the immediate need for oil replacement, system flushing, and chemical cleaning.
Figure 3: MPC Results Trend.
Figure 4: Bearing Tempt Trend.



























